

��ַ���ӱ�ʡ���_�а��l(xi��ng)�h��(j��ng)��(j��)�_�l(f��)�^(q��)�Q(m��o)��·295̖
�֙C(j��)��13603119597
������13931881372
Q Q�� 33557952
�]�䣺wxdz@188.com
�W(w��ng)ַ��http://www.huwai020.cn/
����ƫ���S呼���ԇ�����a(ch��n)
����Դ��sjzwx ���r�g��2015-07-21 09:18:26
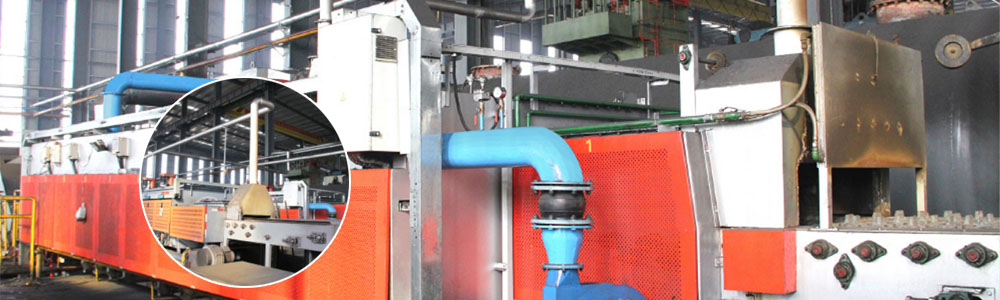
lƫ���S����ԓƫ���S呼��ɷ��mֱ��1290mm���U��ֱ��750mm,ƫ�ľ�70mm,ë��23.7T,�ǹ�˾�����ֹ���a(ch��n)�����γߴ�����ƫ���S呼�,��D1.
2����y�c(di��n)
2��1ԓƫ���S���mֱ���c�U�����540mm�����ΗU���r�����m���ܵ�������s����(d��o)�·��mֱ��׃С��̖ӡǰ���ϵ�ֱ���ߴ��Ȟ���Ҫ��
2��2ԓƫ���S���m�c�U����һ߅ͬ�棬̖ӡ�r��̖ӡ����(sh��)�Ĵ_�����P(gu��n)��Ҫ����ȿ��Ԝp�ٌ����m�����s���ֿ��ԜpС���m�c�U�������档
2��3����ԓƫ���S呼����m�c�U����һ߅̎��ͬһ�棬����^����ԓ߅ʼ�K��׃�Σ����ڲ����Q׃�Σ���ݱؕ�ʹ���g�ėU����׃�ζ��������L������׃�ε�һ���L�Ȳ�׃���Ķ�ʹ�ɷ��m������ɞ�“��”���Σ���ɷ��m���Ȳ���(d��o)�®a(ch��n)Ʒ��U��
3��ˇ����
3��1̖ӡ�r���������ω��ɰ˷�̖ӡ�����ϳߴ��^呼�ë���ߴ��160mm��̖ӡ����(sh��)�_����5������̖ӡ�������̖ӡ�ɵ��\��
3��2����^�����ȳ��ΗU�����U�����r���ð��ķ��ķ�����죬ʹ�ķ���һ�l���c�˷�(���m)��һ�l��ʼ�K̎��ͬһˮƽ�档��������ڲ����Q׃�Σ���(d��ng)�ɷ��m���F(xi��n)��������Εr���r�У��ƽ�_��ʹ���m��ֱ��
4�Y(ji��)Փ
(1)̖ӡ�r��������ӡ��̖ӡ����_(d��)200mm�����η��m�r���mֱ��ֻ��̖ӡǰС50mm�����̖ӡ��Ч�pС�˗U�����r�����m��ɵ����s���ɵ��\ӡ��������̖ӡ�����扺�r����̖ӡ�ă������׃�Σ�ӡ��Ҳ��׃�Σ���̖�\ӡ��
(2)���L�U���r��������ƽ����ķ��ķ����^֮��ƽ�衢��ƽ�_��������Ч������˰��LЧ�ʡ�
(3)�錢����ķ��mУ����������g�U���r�Ȍ������gһ��ֱ��������С����Q�U��ֱ��̫�ֶ��o��У���Ć��}��
(4)���mУ���rҪ�ֶ���M(j��n)�У��l(f��)�F(xi��n)���m���Ҫ�R���M(j��n)��У�������ⷨ�m���(y��n)�غ�o��У����
��I(y��)�ֲ����ӱ������������˾�������� �����ֲ����� ���ֲ����� ��(j��)�Ϸֲ����� ̫ԭ�ֲ����� ���ݷֲ�����
�֙C(j��)��13603119597��13931881372����ַ���ӱ�ʡ���_�а��l(xi��ng)�h��(j��ng)��(j��)�_�l(f��)�^(q��)�Q(m��o)��·295̖�����(qu��n)���У��ӱ������������˾
�䰸̖����ICP��13012122̖-1
 �����W(w��ng)���� 13019902000147̖
�����W(w��ng)���� 13019902000147̖
