��ַ���ӱ�ʡ���_�а��l�h�����_�l�^�Q��·295̖
�֙C��13603119597
������13931881372
Q Q�� 33557952
�]�䣺wxdz@188.com
�Wַ��http://www.huwai020.cn/
��칤ˇ���M
����Դ��sjzwx ���r�g��2015-03-05 09:27:03
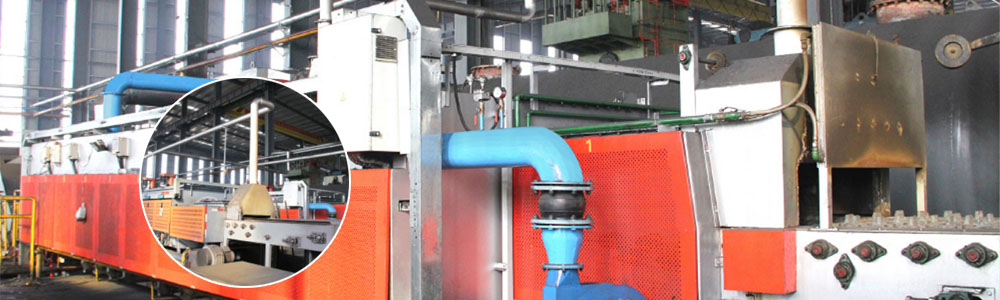
������Vð�ڶ�ֱ������ˮ�ڶ�ֱ������煴֕rˮ�ڶ�ֱ��������oՓ������ˮ�ڶ˽��|��Ļ��ӔU�������߀�������ȱ��淭�����|��U��ˮ�ڶ�ֱ��������Խ��ˮ�ڶ�����^������Խ����ͬ���ں��m��KD���L�����ϳ���Ʒ�^���У����ڽ��ٵ��w�ƣ�ʹ����^����ˮ13��݁��̎���ĸ�������ˣ��ƶ���칤ˇ�r�����L呱ȝM��3���ɣ���ò���ȡ煴�׃�λ��ȡС煴ֱȡ������x��һ�V��һ�������һ�V���ɼ������⣬煴�ǰ�������г�ˮ���V�헉�ϣ�����A��ƫ����煰��^������ǰ���V��ˮ�ڶ˱�¶������ͬ�r�M���pС呼��ļӹ����������������^��܇��A��ƫ����
��I�ֲ����ӱ������������˾�������� �����ֲ����� ���ֲ����� ���Ϸֲ����� ̫ԭ�ֲ����� ���ݷֲ�����
�֙C��13603119597��13931881372����ַ���ӱ�ʡ���_�а��l�h�����_�l�^�Q��·295̖��������У��ӱ������������˾
�䰸̖����ICP��13012122̖-1
 �����W���� 13019902000147̖
�����W���� 13019902000147̖