��ַ���ӱ�ʡ���_�а��l�h�����_�l�^�Q��·295̖
�֙C��13603119597
������13931881372
Q Q�� 33557952
�]�䣺wxdz@188.com
�Wַ��http://www.huwai020.cn/
������Ӌ��Cģ�M
����Դ��sjzwx ���r�g��2015-02-05 09:48:23
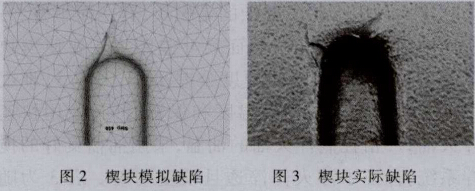
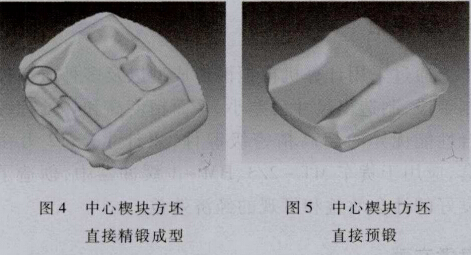
Ӌ��Cģ�M�������Ä�ճ��������Ԫ������ģ����ģҕ�鄂�w������ҕ�鄂�����w����ģ����Pro��E���S����ܛ�����ɣ�Ȼ���γ�STL��ʽ�ļ�����ģ�Mܛ��DEFORM3D�xȡ��ģ�M�^�������ϵij�ʼ�ӟ�ضȞ�1150�棬����ģ�A��ض�250�棬�����c�ģ�Пύ�Q��ģ�ߺ�����֮�g�Ľ��|�鳣������Ħ����Ħ����0��3�����ϳ�ʼ�W��200000������42CrMo��20CrMnMo����ģ�ٶ��O�Þ�450mm��s���г�200mm����Ш�K���ģ�M�^���аl�F��Ш�K����İ��ۃɶ��ڳ����^���н������ӱ��^���s���ڄ��_ʼ���͕rģ��Ш�����ϣ���̎�����cģ��֮�g���g����^����K�r�ܸߵ���������ʹ���ٳ�����ǰ���ڵĿ�϶���@�ӽ��مR����������ۯB��ģ�M�Y����D2��ʾ�������H��r��D3��ʾ�������������ϵČ��ȱ��^С����r�³��F�ۯB�ĸ��ʱ��^�ߡ����H���a���٬F���@һ��r����ȡ�˳����r������ƌ��ȳߴ�Ĵ�ʩ���p�ُV呼��Ĉ�U������Ш�K���ģ�M�У�������]��ǰ����ڲ�λ�ߴ�׃����̫���ң����ó�������ֱ�ӽK味����Թ�ʡ�A呹���ģ�M�Y����D4��ʾ��������Ш�K�ײ������S�w߅�γɕr���沿��픶�߀δ��M���Ȧ��λ߀���ۯB���D4�����׃��ˇ�������÷����M�п������A�ȷ�����ϣ��@�ӽK呕r����Ҳ���^����λ��ģ�M�Y����D5��ʾ���������ڲ�ڲ�λ�����׳�M���@��Ҫ�����ڿ���ģ�ŵĵײ��ǰ���\�������A���䲻�㡣������Π�Ğ��A�ݠ�,�^�õؽ�Q���@�����}����K������ľ�味���ˇ·����D6��ʾ.
��I�ֲ����ӱ������������˾�������� �����ֲ����� ���ֲ����� ���Ϸֲ����� ̫ԭ�ֲ����� ���ݷֲ�����
�֙C��13603119597��13931881372����ַ���ӱ�ʡ���_�а��l�h�����_�l�^�Q��·295̖��������У��ӱ������������˾
�䰸̖����ICP��13012122̖-1
 �����W���� 13019902000147̖
�����W���� 13019902000147̖