

��ַ���ӱ�ʡ���_(t��i)�а��l(xi��ng)�h��(j��ng)��(j��)�_�l(f��)�^(q��)�Q(m��o)��·295̖(h��o)
�֙C(j��)��13603119597
������13931881372
Q Q�� 33557952
�]�䣺wxdz@188.com
�W(w��ng)ַ��http://www.huwai020.cn/
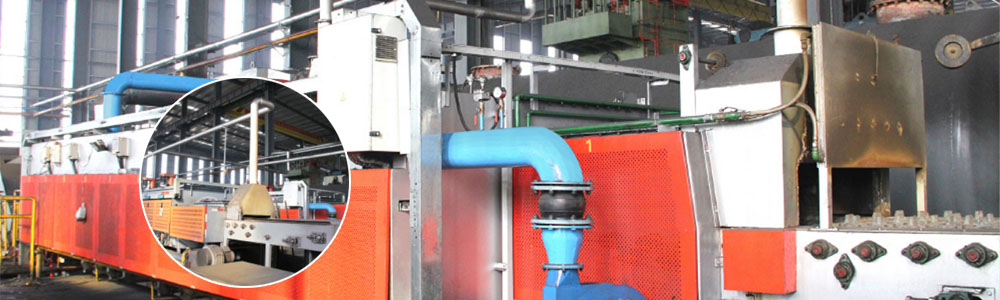
����呼���̎��ȱ��
����Դ��sjzwx ���r(sh��)�g��2014-12-02 09:22:05
��̎����Ŀ�ģ��Ǹ���(j��)䓵���׃�c(di��n)���M(j��n)�мӟᡢ��s�Ը��ƽM�����@���A(y��)�ڵ����ܣ����ֿɷ֞��һ��̎��(呺��̎��)�͵ڶ���̎������һ��̎������呺������M(j��n)�еğ�̎����ͨ���Q���˻���Ŀ����(1)�pС����s�^���Юa(ch��n)���ğᑪ(y��ng)���ͽM����(y��ng)����(2)ʹ��U(ku��)ɢ�ݳ���(3)��(x��)��������(4)���Ͳ���Ӳ�ȣ������S���M(j��n)�еęC(j��)е�ӹ����ڶ���̎��(�@���A(y��)�ڵęC(j��)е���ܵğ�̎��)�Ǟ��˵õ���Ҫ�ď�(qi��ng)�Ⱥ��g�ԣ�ͨ���M(j��n)���������ػ���ߴ�ػ��䷽����䓷N���Π��С�ȶ���ͬ���ڟ�̎���^���Юa(ch��n)����ȱ�ݣ��ɷ֞��̎�푪(y��ng)������ĺͽM�������ȱ�݃ɷN��ǰ�ߵğ�̎�푪(y��ng)����һ�����Ԛ�����(y��ng)������ʽ�ڃ�(n��i)���e�ʣ�ಿ�������̎��׃�Σ���(y��n)�ؕr(sh��)�a(ch��n)������Ѽy����һ���棬�����̎��ǰ���ڃ�(n��i)�����t��ԓ̎���ڑ�(y��ng)�����Ќ��a(ch��n)���Ѽy������mȻȱ�����ڟ�̎���^���Юa(ch��n)���ģ�Ҳ�������������ë�������ă�(n��i)��ȱ������ë�������ȱ�ݣ����ڴ����A�s����ڵIJ�λ��ƫ����(y��n)�صIJ�λ�����ڟ�̎�푪(y��ng)�����ö�����ĊA�s���Ѽy��ƫ���Ѽy������(n��i)�����������������c�ᑪ(y��ng)�����M����(y��ng)����B�ӣ��ɮa(ch��n)�����c(di��n)���������S����ճ���̎�����g(sh��)����ߣ���a(ch��n)�������@�p�١����^�ڴ��ЊA�s�ƫ���Ĵ�����λ��ż��Ҳ�l(f��)�F(xi��n)�^���c(di��n)�Ѽy������Ѽy�����r(sh��)���ڴ��ڟ�̎�푪(y��ng)���������Π�ԭ�����(d��o)�·���(f��)��(y��ng)�����У������a(ch��n)������Ѽy��������֪������r(sh��)�ğᑪ(y��ng)���͚�����(y��ng)�����R���w��׃��䓵ĽM����(y��ng)����B�������^���ϵď�(qi��ng)�ȕr(sh��)�����a(ch��n)������Ѽy�������ذ�呺���˻��a(ch��n)�����Ѽy�Q�鼱���Ѽy���@�N�Ѽy���ڛ]�г�ֿ��]���|(zh��)�ͼ��|(zh��)����r�£��M(j��n)�в�������s�r(sh��)�a(ch��n)���ġ���ֹ�a(ch��n)������Ѽy�Ĵ�ʩ���Dz����m��(d��ng)?sh��)���s������ʹ�ᑪ(y��ng)���ͽM����(y��ng)�������دB���������ڴ��ǰ�Ĵּӹ��A�Σ��ѹ����ӹ����܉�pС��(y��ng)�����е��Π�ȡ��A(y��)��呼���̎��ȱ����Ҫ�������c(di��n)��(1)��(y��u)����̎����ˇ�����ጷ�呼���(n��i)����(y��ng)����(2)��(y��n)���(zh��)�П�̎����ˇ���ӏ�(qi��ng)��̎��������������Ӗ(x��n)��Ҏ(gu��)��������̎���^�̣�(3)�ӏ�(qi��ng)��̎���O(sh��)������c�z�(y��n)�������ϸ�ğ�̎���O(sh��)�估�r(sh��)�M(j��n)�оS����Q��(4)�������ş�̎�������b�t��λ�����ⲻ����ӟᡣ
��I(y��)�ֲ����ӱ������������˾�������� �����ֲ����� ���ֲ����� ��(j��)�Ϸֲ����� ̫ԭ�ֲ����� ���ݷֲ�����
�֙C(j��)��13603119597��13931881372����ַ���ӱ�ʡ���_(t��i)�а��l(xi��ng)�h��(j��ng)��(j��)�_�l(f��)�^(q��)�Q(m��o)��·295̖(h��o)�����(qu��n)���У��ӱ������������˾
�䰸̖(h��o)����ICP��13012122̖(h��o)-1
 �����W(w��ng)���� 13019902000147̖(h��o)
�����W(w��ng)���� 13019902000147̖(h��o)
