��ַ���ӱ�ʡ���_�а��l�h�����_�l�^�Q��·295̖
�֙C��13603119597
������13931881372
Q Q�� 33557952
�]�䣺wxdz@188.com
�Wַ��http://www.huwai020.cn/
��칤ˇ�����cӑՓ
����Դ��sjzwx ���r�g��2014-11-21 09:37:05
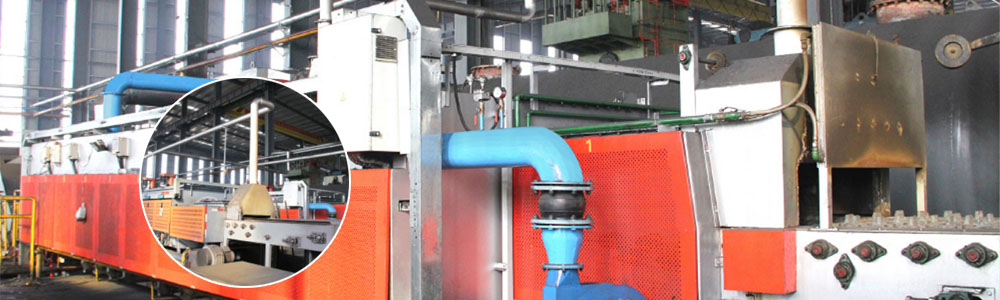
�ܰ�̽��ȱ����Ҫ������呼�о��2��3R̎������z�y����O2mm��O5mm������z�y�oȱ�ݲ���ȱ�ݳʌӠ�cǰ��������RSTЧ�����A�s���Ѽy�F���^���Ǻ�I1���ܰ峣Ҏ��칤ˇ���1��ʾ���OӋ�r���]呼�����煴ֱ�6��1��ʹ��500mmƽ����L����o900mm~1860mm�����L��ֻ��1��36���茒�ȅ����_����0��83�����L����]��������Vо������ȱ�ݵ����ã�ȫ����ه煴ֹ���ĉ������ã���煴ֹ���]�����_Ҫ��ˇ�������������˲���ȫ�{���S���Դ����A���M�跽ʽ�в������������D���s�ķ�ʽ���в�����������D�M��ķ�ʽ���茒�Ⱥ͉�����ƥ���^�õ��_��̽��Ҫ���茒��>1��0���҉�����>10���İl�������Ɖģ�̽��ˮƽ����R��������ˇ���2��ʾ�����c���]�����A�ο��ƹ�ˇ��������a��RSTЧ����煴ַփɲ��֣������B�Ӱ��A煴����߶�H900������500mm��ƽ��yһ������呼����������D�M�跽ʽ������ƽ���c呼����|����Ӌ���茒��0��5<W��H<1�����扺����������10��≤≤15�������]����V����������ֱ���^������һ��煴֣����ϰ��L���_��2��6��ͬ�r�ɴ�煴�ǰ���ض����{20�棬����V�Ȳ��ն������ɵĉ����������õğ����W�l����
��I�ֲ����ӱ������������˾�������� �����ֲ����� ���ֲ����� ���Ϸֲ����� ̫ԭ�ֲ����� ���ݷֲ�����
�֙C��13603119597��13931881372����ַ���ӱ�ʡ���_�а��l�h�����_�l�^�Q��·295̖��������У��ӱ������������˾
�䰸̖����ICP��13012122̖-1
 �����W���� 13019902000147̖
�����W���� 13019902000147̖