

��ַ���ӱ�ʡ���_�а��l(xi��ng)�h��(j��ng)��(j��)�_�l(f��)�^(q��)�Q(m��o)��·295̖
�֙C(j��)��13603119597
������13931881372
Q Q�� 33557952
�]�䣺wxdz@188.com
�W(w��ng)ַ��http://www.huwai020.cn/
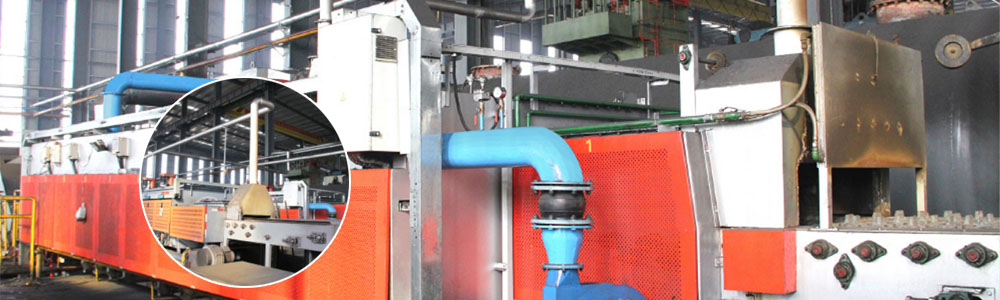
呼���У������
����Դ��sjzwx ���r�g��2014-10-17 09:28:46
���O(sh��)������Q����̖���ʡ���У��ģ�����Q�c�D̖���۟�У���ضȿ��ƣ���~oogrL���呼�ͣ���r�g������Ҏ(gu��)�������O��ͣ���r�g������(n��i)�r����呼��ضȲ�����Ҏ(gu��)���ğ�У���ضȣ��t��(y��ng)���ģ�ĽK�ģ�Ń�(n��i)�M(j��n)�П�У������(d��ng)�_���呼�ͣ���r�g���^Ҏ(gu��)�������O��ͣ���r�g����(呼��ضȵ���Ҏ(gu��)���ğ�У���ض�)�r���t�����S���ģ�ĽK�ģ�Ń�(n��i)��У���������S��呼����¼ӟᵽҎ(gu��)���ضȺ����M(j��n)�П�У������У����ğ�呼���(y��ng)�ڷǏ�(qi��ng)�����L(f��ng)�͟o����ĵ���ѷ���s���ڿ�(��)����s����(y��n)������s�r�g≤0��5h�ğ�呼�ֱ������ˮ�п�����s���ݮ�(d��ng)呼��ڟ�̎��������У���r����Ҫ�r������4l0���ȥ��(y��ng)���˻���������������(y��ng)����
��I(y��)�ֲ����ӱ������������˾�������� �����ֲ����� ���ֲ����� ��(j��)�Ϸֲ����� ̫ԭ�ֲ����� ���ݷֲ�����
�֙C(j��)��13603119597��13931881372����ַ���ӱ�ʡ���_�а��l(xi��ng)�h��(j��ng)��(j��)�_�l(f��)�^(q��)�Q(m��o)��·295̖�����(qu��n)���У��ӱ������������˾
�䰸̖����ICP��13012122̖-1
 �����W(w��ng)���� 13019902000147̖
�����W(w��ng)���� 13019902000147̖
