��ַ���ӱ�ʡ���_�а��l�h�����_�l�^�Q��·295̖
�֙C��13603119597
������13931881372
Q Q�� 33557952
�]�䣺wxdz@188.com
�Wַ��http://www.huwai020.cn/
呼�ģ呹���
����Դ��sjzwx ���r�g��2014-10-15 09:32:43
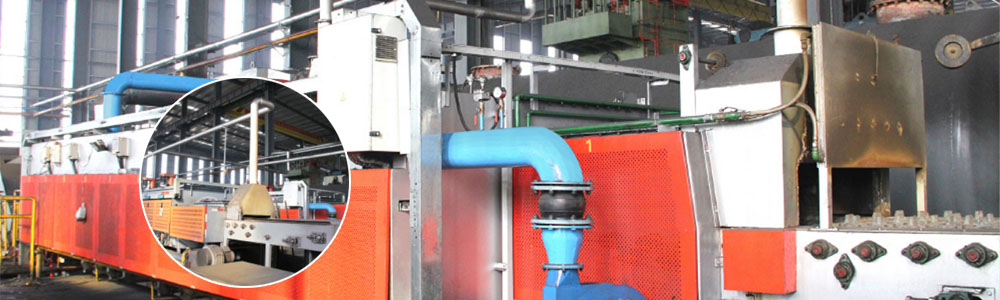
���O������Q����̖���ʡ����ģ�����Q�c�D̖���ۙz�ߵ����Q��̖���ʡ����ģ�A���c��s���ƣ��ģ�A��ɲ���ȼ��ӟᡢ�����Ϻ濾��늠t�ӟ�ȷ����M�У��A��ضȞ�150��350�棻�ģ��s�c�����ķ����c���|����ʼ呜ض��cʼ呜ضȿ��ƣ���ÿ�t�B�m�ӟᳬ�^Ҏ������С�ӟ�r�g���ӟ�t�x���@ʾ�ڌ��H�t��Ҏ���Ĝضȅ^�g�ȕr�������A呣��A��N���Δ������L������2�δ�����ģģ�Ńȵ�����Ƥ���A������ϲ�����Ƥ�S�r���L�ܴ�����������K呜ض��c�K呜ضȿ��ƣ����A呵��K呵Ŀ��r�g������Ҏ�������O�ޕr�g�����ȕr���t�K呜ضȷ���Ҏ��Ҫ�߮��A呵��K呵Ŀ��r�g���^Ҏ�����O�ޕr�g�������Π��c�ߴ�δ�_��呼�ë���D�r�����S��ԓ呼����t�ټӟᵽҎ���ضȺ��^�m�K呡�
��I�ֲ����ӱ������������˾�������� �����ֲ����� ���ֲ����� ���Ϸֲ����� ̫ԭ�ֲ����� ���ݷֲ�����
�֙C��13603119597��13931881372����ַ���ӱ�ʡ���_�а��l�h�����_�l�^�Q��·295̖��������У��ӱ������������˾
�䰸̖����ICP��13012122̖-1
 �����W���� 13019902000147̖
�����W���� 13019902000147̖