

��ַ���ӱ�ʡ���_(t��i)�а��l(xi��ng)�h��(j��ng)��(j��)�_(k��i)�l(f��)�^(q��)�Q(m��o)��·295̖(h��o)
�֙C(j��)��13603119597
������13931881372
Q Q�� 33557952
�]�䣺wxdz@188.com
�W(w��ng)ַ��http://www.huwai020.cn/
���Ͱ��(l��i)呼��Ĵ��ʽ
����(l��i)Դ��sjzwx ���r(sh��)�g��2014-09-17 09:46:02
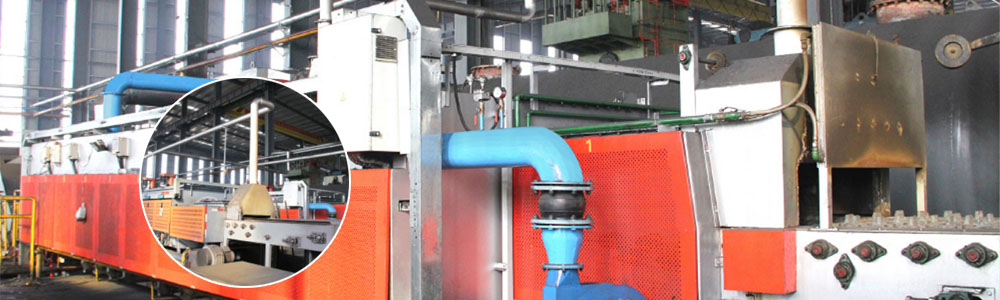
�ҹ�˾���ƵĶ��(xi��ng)���Ͱ��(l��i)呼�������呼��ߴ��^�����ˮ���±���a(ch��n)���������o(w��)�����r(sh��)�ų�����(d��o)�����±�����s�ٶȲ��������呼�����λ��������^�o(w��)���M(m��n)�㼼�g(sh��)Ҫ��
���y(t��ng)���a(ch��n)��ʽ
���r(sh��)���F朵��\(y��n)呼�ˮƽ��ˮ������±�����ˮ��a(ch��n)���Ĵ��������o(w��)�����r(sh��)��
�����γ�����Ĥ����(d��o)��呼��±�����s�ٶȾ�����Ӱ�����K���ܡ��������ۼ��^�࣬����呼��a(ch��n)�����(d��ng)�������^��ȫ�[����
�ɸɮa(ch��n)��������o(w��)�����r(sh��)�ų����±��������ۼ��γ�����Ĥ����(du��)呼�������s���o(h��)���ã���(y��n)�ؽ�����呼���s�ٶȣ�����±��沿λ�M�����F���w�����^�࣬������Щ�ʾW(w��ng)���M(m��n)����(l��i)呼�����Ҫ��(y��ng)��Q������s�ٶȲ�����(w��n)�}��
��Q����
��������(j��)���(l��i)呼����c(di��n)������܇(ch��)�g�F(xi��n)�е����F朒�ס呼����½��F朣�ͬ�r(sh��)���ؙC(j��)��-�hƫ�x���ٌ�呼����𡣴˕r(sh��)����呼��c��̎���_(t��i)܇(ch��)����Ƴ�30-45�����K�����ˮ����ˮ���.
ƫ܇(ch��)����r(sh��)��呼��c�_(t��i)܇(ch��)��Ƕȑ�(y��ng)��45�����Ƕ��^(gu��)��(d��o)���F��c呼��a(ch��n)������(d��ng)����ɰ�ȫ�¹ʰl(f��)�����Ƕ��^(gu��)С�ڌ�(sh��)�H��(y��ng)���аl(f��)�F(xi��n)�����ų��^�ɣ���sЧ�����ѡ���(y��ng)�M��������30��~45��
ԭ������呼��c�����һ���Ƕȣ�呼���ˮ���±����γɵ������ܵ��������pС����ˮ���е�ˮ��ѭ�h(hu��n)ˮ��ѭ�h(hu��n)���^С����ˮ������(d��ng)��(hu��)�������±�����������ߣ���������呼��±�����s�ٶȣ����C��呼����w������s��
��
�������ʽ������˰��(l��i)呼��±�����s�ٶȣ����C呼�����λ������s����K�ҹ�˾���a(ch��n)�Ĵ��(l��i)���Ͱ��(l��i)呼��{(di��o)�|(zh��)��ȫ���M(m��n)�㼼�g(sh��)�l��Ҫ��ĸ��(xi��ng)����ָ��(bi��o)������呼�����λ����ָ��(bi��o)���^���M(m��n)���Ñ�(h��)����
��I(y��)�ֲ����ӱ������������˾�������� �����ֲ����� ���ֲ����� ��(j��)�Ϸֲ����� ̫ԭ�ֲ����� ���ݷֲ�����
�֙C(j��)��13603119597��13931881372����ַ���ӱ�ʡ���_(t��i)�а��l(xi��ng)�h��(j��ng)��(j��)�_(k��i)�l(f��)�^(q��)�Q(m��o)��·295̖(h��o)�����(qu��n)���У��ӱ������������˾
�䰸̖(h��o)����ICP��13012122̖(h��o)-1
 �����W(w��ng)���� 13019902000147̖(h��o)
�����W(w��ng)���� 13019902000147̖(h��o)
