��ַ���ӱ�ʡ���_�а��l�h�����_�l�^�Q��·295̖
�֙C��13603119597
������13931881372
Q Q�� 33557952
�]�䣺wxdz@188.com
�Wַ��http://www.huwai020.cn/
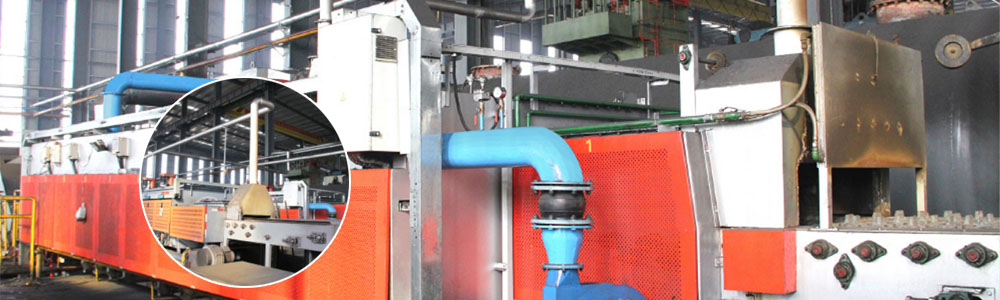
���g����T�u݆�C������칤ˇ
����Դ��sjzwx ���r�g��2014-03-17 10:47:13
���g����T�u݆�C�������칤ˇ�K���g�ƌW��ʿ���������̎����Ų��_��˹�����C�߉����ף����ڌ�������ߵļ��gҪ�����ԓ�������e���s�T��ȼ��������Ŀǰ��ƵĴ����T���ڿ����R�Р�˹�˹��S�����C����䓲��÷փɰ��T�������ù�С����졣���ڸߵĚⸯ�g�ԣ�ͬ������|�����а���������������пɵĽ��g���o���ܣ����u݆�C�����c��������������ȑ��������g䓡��@�Ӿ��п���ȡ�����g�Ѻ����T�������γߴ��DZں����T����������Һ�w�����������_����Һ�B�������������͵��o�������ڄ������������������������͵�Һ�w����̧����������������_���T�������Թ���Ҫ����һ����һס�ϵĶ��ݶ��@�ض��ݶ�ͨ�����T�����w��u������k�����_�����ڹ����D�D���m���^�@�ӵ������Ǜ]�гɹ�����ˮƽλ�þ�ð�����h���T���ĺͅ^����ʹ�@Щ�^���a�s���s����Ҋ�D���H���Ǜ]��������D�������·�ʽ�M�����ġ�ԭ�����˲�����ؓ�ţ������Ҫ���ÉK������о�͂���Ӳ��ݡ�����ؓ�²�����о�ͻ�Ӳ��ּ��Dz���Ҫ�ˈD˾���T���w�ͺ�Ȱ��^��ֲ���r�L�ڈD���߉����װ��w���ǂ����������u�u������^�ɵ����Ђ��ӹܺ��m�ϵ������T�������]�����ɰ�ͳߴ�r�������˽M��ʽ���ͷ������T���²��Bͬ��һ�ӝ�עϵ�y�ڲ����Ͱ�ĝ�ע�������죬��ɰ�����ಿ��ֱ�����T�ӽ���ɣ���˰�ģ�ͷֳɃɂ����ְ�ģ�͵��²���ͬ���A��Ҋ�Dһ�𰲷��ڵװ��ϣ�Ȼ��ײ�䣬ͬ�r������עϵ�yһ����ס�ײ����ģ�͵װ�o����ɰ���ϲ�ͬ�װ�һ���䣬Ȼ�����������˻���ϵ��T�ӵײ��������ǻ��ײ���ɰֱ���c��һƽ������ĽӺ�̎����֧��о�^���䮔�ϰ벿ģ�͵Ľ������g�䣬�˕r���g�����оо�^֮�g�����S���g϶��ͬ�r���b�Ý���ϵ�yײ�M�T�ӡ�Ȼ����Ϻ�ð��ģ�Ͳ��M��ײ�䡣�ֽ�ɰ�Ͱ����г����M���õ�ðģ�ͷ��_����ȡ���ɰ�ģ�͡��ڈԹ̵��T��о�����ƳɆ���о�γ��T����ǻ��о���ǂ�֧�����ɾo���ڼ��ϵ�������h�ͺ��ڰ�h�����ϵ�܈�����Ƴɵġ�֧�мܵČ���ɶ�����о֧��о�^��֧��о�^֧���ڽ��ٵĸ����������c����оͬɰ�Ͳ����|�������@�ӵ�ɰ��ʹ�������λ�����ȫ�������؇���о���³�߀�����ڱ�Ҫ�r�������_�Լ����M����������r���؞�p��ɰ�Ͷ����ġ��ڂȹܳ��Յ^�����˼�о�ڼ�о���O�О��ų���һ������Ⱦ���ٵļ������ڡ��@����о�ڻ��A��оҊ�D��K���b�Ժ���á��ڃAб�Ĺ��У�ͬ�Ӱ��b�˴��м�����Ŀ��о�������͕r���]��Һ�w��ƪ�������°��͵Ēꉺ������Ϳ���������ţ�I�����@�_Ҫ��ɜIӲɰ�����ߏ���ײ�ͼ������ι̣�о��˿�̹�����T������Ѽy���γɡ��T�����҂��ڈD�M���a�s���Ђ����ڰ��b�ڷ��m�Ϻ͂���ð�ڰ������¹������@Щð��֮�g���������F�ڈD�ϱ�ʾ���T���a�s�����ٝ�ע���ڵ��O�ü��T���ṝ������sʾ��Dһ���Fһ��������һ��ˮ��һֱˮ��һ�ȝ��£�һԇ�K����ピо�ڸ��cɰ�͝�ע�r�ğ�׃�������T������ϼ���һ�ĵ��a�L�����ڿ����γ��Ѽy��s�ɵą^�������F�෴����о����Û���T���տs̎�܉�������Ѽy�ط�������ɰ�ͱ����ԡ���������T���²����̣����þ��иߌ����Ժ�ӻ���ϣ������V��F�V�����ϡ�����ɰ���c��о����ɰ�ӑ�������Һ�w��ĸ���Ϟ�ճ�Y�����V�t�F�Vһ���ϡ������T���w����ļӺ�ˇ�a�Nð�ں������F�đ����Լ����T���M�������Ľ��ע�ˣ����C�˶������F���������������ɰ���cо��Ϳˢһ���ӎ�Ɲ��˹��ʹ���н�����߀ԭ�Ԛ�ա���עϵ�y�����ӽ��������ЃɌӝ����T���w����һ�ӝ���ð���С�ͨ�^���С��ȝ��ڌ���עϵ�y��һ���M�Н�ע�����ɂ����ם��������������ͨ�^���ͱ�����ˮ�ڝ��������c���g�ܡ������е���r�½��ٶ�����ðԻ�������Ƀɂ�����ͨ�^���ȝ���ע��ƽ�����ӵĵڶ��ӣ��d���������������x�T��ƽ�档�����߶ȕr��ע���ӡ��Ƀɂ�����ͨ�^һ����ˮ�T�ѽ���ע��ÿ�����С����ų�������M�������Ⱦ�������Ľ������ЙM���ڶ����м��ם��ڡ���ɰ���b��rҪ�eע�����w��о���_���b�ü���o�̡���о��λ���ØӰ�z�飬�����w��о����b�����T�Ӻʹ�о��������ֱ�߰ѻ���Ϲ�ƽ���Ա�����ɰ�͉��s��о����Һ�w����ʹ��̧�������üى��ط����o�̡�������ڝ�ע�r���ه��R��©���ϰ��b�@���εĝ��ڱ���ɰ�����݇�����ֱ����͂������ˮ��ȫ����ע�����ˮ������ð�ڸߕr���ڴ�˲�g�c����̖����Ȼ���Ƀɂ�����ͨ�^ð�ڵĝ�עϵ�y�^�m�M���a��������������ˮ���Ժ����������ˮ������֮��ð���M�б��ء�Һ�w���������������؇��T���؇�ð�؇���עϵ�y�؇����w�R�؇��������������������߇�늠t���۟��������۟��t�͝�ע�ˮ��Ҏ��ɰ�͝�ע���m�r�g�ķ��뵽���롣�T����������s���Ժ��^�m�ڿ՚�����s���T�������Ժ��M�П�̎�����г���ð�ڣ��˕r���������ȣ����M�иߜػػ��p������ߜػ��^���ڵ�һ�λػ�r���ض��ڕr�г�ð�ڣ��ȃ�ð���ڵ�һ�λػ��Ժ�ضȕr�г���ÿ���T���Cе�����ڷ��m����ȡ�ɂ�ԇ����y��ֵҊ����
��I�ֲ����ӱ������������˾�������� �����ֲ����� ���ֲ����� ���Ϸֲ����� ̫ԭ�ֲ����� ���ݷֲ�����
�֙C��13603119597��13931881372����ַ���ӱ�ʡ���_�а��l�h�����_�l�^�Q��·295̖��������У��ӱ������������˾
�䰸̖����ICP��13012122̖-1
 �����W���� 13019902000147̖
�����W���� 13019902000147̖